2025.08.14
溶湯鍛造(ようとうたんぞう)法は金属を成形し、加工する手法です。
この方法により、軽さ・頑丈さを両立できるほか、気泡・ひけ巣といった成形不良も防げます。
溶けた金属を意味する溶湯と、作成方法の鍛造をあわせた言葉を持つ溶湯鍛造は、どのような方法を用いるのでしょうか。
本記事では溶湯鍛造について、その歴史や応用した製品、注意点について紹介します。
目次
溶湯鍛造とは、金属加工における製造手法の一つです。溶かした金属を金型に流し込んだあとに、圧力を加えて固めることで、高い強度を持つ製品を成形します。この製法は、鋳造と鍛造、それぞれの長所を融合した技術です。
一般的な鋳造では、金属を溶かして型に注ぎ、冷却して固める工程を用います。しかし、凝固の過程で気泡・ひけ巣といった欠陥が生じやすく、製品の強度が低下する可能性があります。
一方で鍛造は、金属を叩いて圧力をかけ、隙間や空気を押しつぶすことで、密度が高く頑丈な製品を作る手法です。ただし、複雑な形状の成形には不向きといえます。
溶湯鍛造は、こうした鋳造と鍛造の工程を組み合わせることで、複雑な形状にも対応しつつ、高い強度を確保できる製法です。鋳造のように金型を使いながら、鍛造のように圧力を加えることで、気泡やひけ巣の発生を抑え、品質の高い金属製品の量産を実現します。
この製法は「高圧凝固鋳造法」「半凝固鍛造法」「スクイーズキャスティング」などとも呼ばれており、従来の鍛造・鋳造とは異なる新しい技術として、幅広い分野で注目を集めています。
溶湯鍛造では、金属を溶解して溶湯とし、型に注入したあとに圧力を加えて固めるという工程を経て製品が完成します。以下に、その主な流れを3段階に分けて解説します。
過熱して溶け、液状化した金属を溶湯といいます。溶湯は一般的に、金型に流し込んで成形させ、冷やし固めて製品にする素材に使われます。この工程は鋳造の際に用いられるもので、鍛造の手法では使われません。しかし、溶湯鍛造の工程ではまず溶湯が必要となるため、金属を溶かす作業が重要です。
なお、鉄の融点は1536度ですが、アルミニウムは660度で溶解します。鉛を使う場合は327.5度で済むように、素材となる金属で必要な温度に差があります。どの金属も非常に高温で処理する必要があり、安全管理が欠かせません。
次に、溶かした金属を金型に注入します。通常の鋳造では重力で流し込むのみですが、溶湯鍛造ではさらに圧力を加え、金属をしっかりと型に押し固めます。
この加圧により、金属内部の空隙が抑えられ、製品の強度が向上します。また、短時間で金型全体に溶湯が行き渡るため、生産効率が高いのも利点の一つです。
ただし、注入の速度にも注意が必要です。遅すぎると金属が途中で冷えて固まり、欠陥が生じやすくなります。特に薄い金型は冷えやすいため、速やかな注入が必要です。加える圧力は一般的に50〜120MPaとされており、これは鋳造では得られない圧密効果をもたらします。
金型に入れた溶湯は、冷やすと固まります。また、冷やすスピードによって仕上がった製品の硬さが変化します。一般的には冷やす速度が早ければより硬質な製品に、遅ければ軟質な製品になります。より頑丈な製品に仕上げなければならないにもかかわらず、冷却速度が遅かったために軟質な製品になった、というような結果は避けましょう。
また、冷却時に金属が収縮することにも注意が必要です。収縮した金属は金型内で空洞ができた箇所に圧力をかけ、ヒケやバリが生まれる可能性があります。溶湯鍛造は鋳造と比べるとヒケやバリが生まれづらい特徴がありますが、ゼロにはできません。したがって、金属の収縮特性も考慮した設計・工程管理が求められます。
溶湯鍛造が発明されたのは、もともとアルミ製品を作るためでした。アルミは鉄の約3分の1という軽さであり、燃費の向上やCO₂排出の削減に貢献する素材です。しかし、従来の鋳造法では冷却時にひけ巣が生じやすく、強度の面で課題がありました。
溶湯鍛造では、金属を型に流し込んでから加圧成形することで、密度が高く頑丈なアルミ製品を製造できます。結果、自動車のエンジン部品やサスペンション部品・新幹線の台車フレームなど、安全性が求められる領域での採用が進みました。
溶湯鍛造は、鋳ぐるみと呼ばれる異種金属の複合成形にも対応しています。たとえば、アルミと鉄、アルミとステンレスなど、異なる性質をもつ素材を一体化させることが可能です。
アルミの「軽さ」という長所を維持しながら、強度不足という短所を鉄やステンレスで補える設計が実現しました。
具体的な応用例として、ヒーター管や冷水管をアルミで包む部品の製造があります。アルミは熱伝導性に優れますが、熱膨張率が高いため、加熱と冷却を繰り返すと歪みが生じ、接触不良が起きやすくなります。
この問題に対し、鋳ぐるみ技術を用いてアルミにカーボンやセラミックスを混ぜることで、直接接触を避けながらも熱を効率よく伝える部品の製造が可能となりました。

溶湯鍛造のメリットは、頑丈であること、形状が複雑でも作りやすいことが挙げられます。反対にコストと設備に関しては課題がある手法です。
鋳造の弱点は、製品の強度にあります。叩いて密度を高め、気泡をなくす鍛造に比べて、鋳造はどうしても強度が落ちる傾向にあります。しかし、溶湯鍛造は圧力をかけて頑丈にできるので、鋳造の作り方をしながら鍛造の強度を得られるのです。鋳造に近い作り方をしながら鍛造と名がついているのは、できる製品の違いからです。
金型に溶湯を注入して作成するメリットとして、複雑な形を容易に作れる点もあります。鍛造は金属を叩いて作る手法であるため、複雑な形状は得意とはしていません。一方で鋳造は作りたい形の金型さえ準備できれば、それが複雑な形でも作成できます。
高い強度を持ちながら、複雑な形状も実現できる部分は、鍛造と鋳造の特徴を併せ持つ溶湯鍛造の強みです。
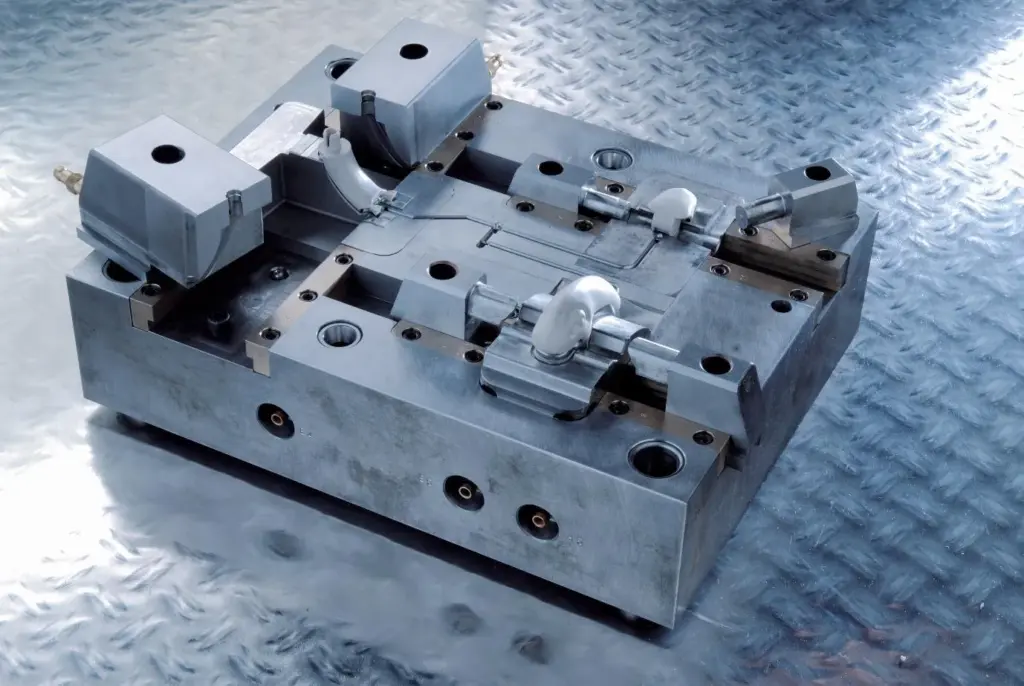
溶湯鍛造は金型が必要となりますが、この金型は決して安いものではありません。溶湯鍛造で使う金型は高温・高圧に耐えうる金型でなければならず、どうしても高価になります。コストがかかるため、コストを回収するためには大量の製品を作らなければならず、小ロットの製作には向いていません。
金型の作成も簡単なものではなく、知識や経験、スキルが必要です。適当に金型を作成すると、溶湯鍛造中に壊れてしまい、さらにコストがかさむことが考えられます。金型が重要だからこそ、手を抜けない要素と位置付けられます。
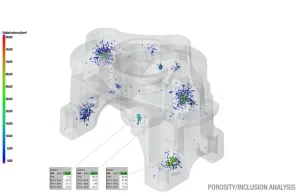
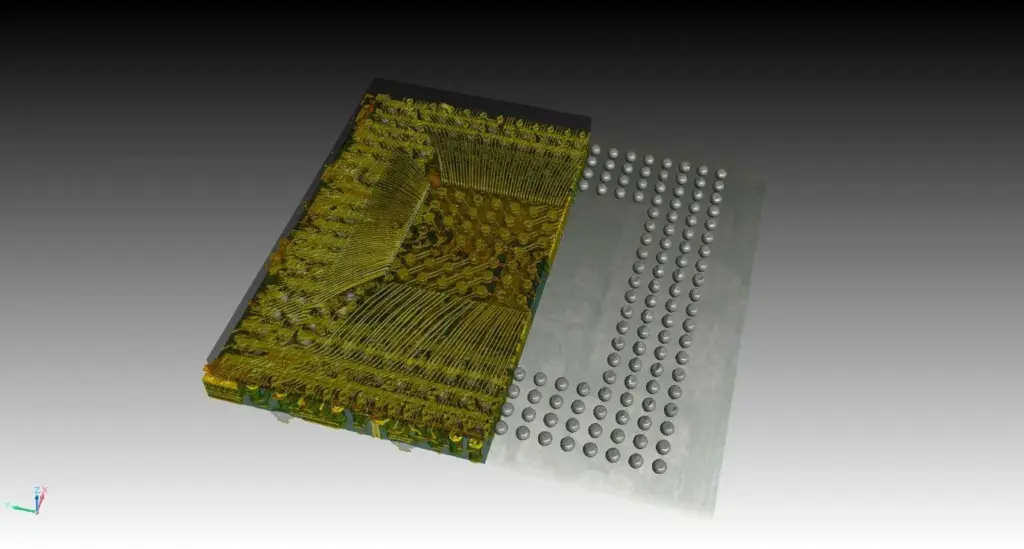
溶湯鍛造の品質管理におけるソリューションをご紹介します。『VGSTUDIO MAX』では、溶湯鍛造された製品の問題を的確に検出します。VGSTUDIO MAXには基本機能としてデータ品質解析機能・セグメンテーション機能・レポート機能などが搭載されています。また、オプションで新たな機能を付与させられます。
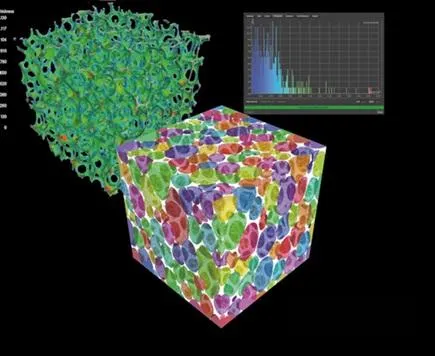
VGSTUDIO MAXを使うと、材質や形状の相関関係をデータ化することが可能です。たとえば製品に不具合が出ているとき、一見してなぜ不具合が出たのかわからなくなる可能性があります。しかしVGSTUDIO MAXを利用すれば、各モジュールが相関関係のデータを出すため、不具合が材質によるものなのか、それともほかの理由なのか判断しやすくなります。
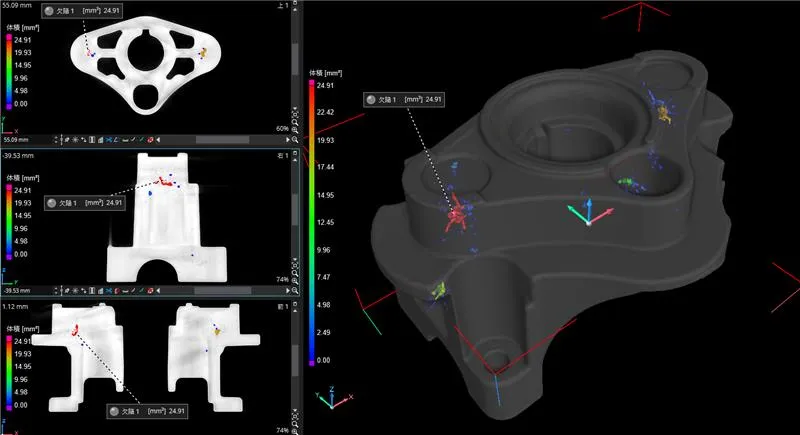
さらに、欠陥情報の抽出も可能です。欠陥や介在物を解析すると、溶湯鍛造および鋳造の弱点であるヒケ巣のほか、巻き込み巣・亀裂・異物の混入を確認できます。肉眼では難しい成形不良も、データで見れば一目瞭然です。
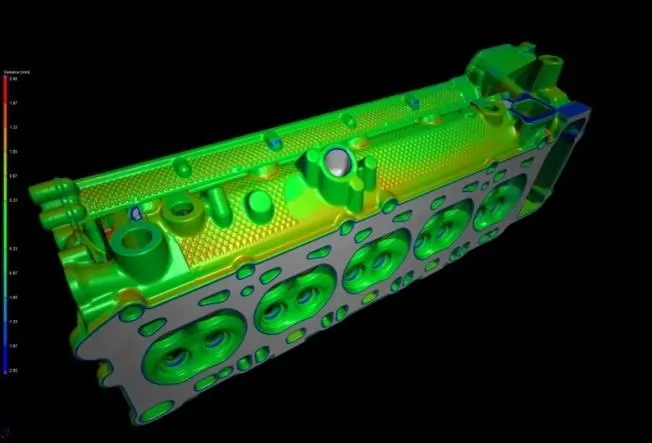
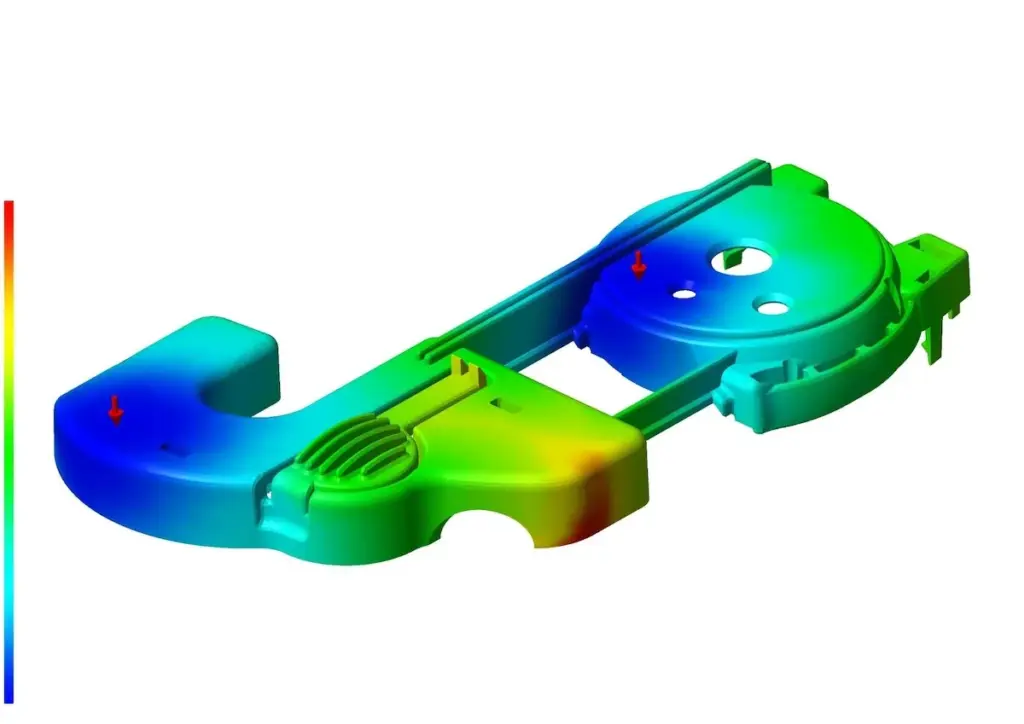
VGSTUDIO MAXではツール補正機能も搭載しています。この機能ではパーツの最適化が行え、金型の形を変更できます。成形品の反りを直し、収縮した箇所も補正できる点が大きな利点です。熱が均一に入らなかった場合の問題は、この機能で修正できるでしょう。
溶湯鍛造を用いて金属を成形する際には、ぜひVGSTUDIO MAXもご利用ください。
鍛造と鋳造の長所を併せ持った溶湯鍛造は、頑丈かつ複雑な形状の製品を作成できる手法です。しかし、ヒケ巣やバリなどの成形不良を起こす可能性もわずかながらあり、金型のコストがかかる・それなりのスキルが必要といったデメリットもあります。
製品の欠陥を調査したり、金型形状を修正したい場合には、VGSTUDIO MAXの活用が有効です。直感的でわかりやすい操作性と高速な処理性能により、品質管理や検査をスピーディーかつ的確に実施できます。
Top Articles
よく読まれている記事
Featured Articles

2025.12.25
点群データとは | 非接触で3Dデータが取得できる手…
点群データは対象物や空間を高精度に三次元で再現できる技術として、…

2025.12.25
品質保証における革新| ロボット支援計測技術と3Dレ…
2025.12.25
現物データを活用したHexagon製品群による自動加…

2025.12.24
加工現場向けに設計された寸法測定機とその活用方法
2025.12.24
プレス加工とは?生産性が高くエコな金属加工技術
プレス加工は金属板を金型で成形する製造技術で、自動車部品からスマ…

2025.12.24
工場をスマート化する測定技術とソフトウェア

2025.12.19
旋削加工での切削くず対策とは?切削くずの影響と解決す…
旋削加工において「切削くず」は避けられない要素です。切削くずが原…
2025.12.19
樹脂流動解析とは|基礎と活用・ソフトとの連携まで
射出成形において、樹脂が金型内のどの部分にどのように充填されるか…



© Hexagon Manufacturing Intelligence Japan
© Hexagon Manufacturing Intelligence Japan