2025.06.30
JIS規格とは、日本の産業標準化法において定められる国家規格です。巨大な工業製品から日常のサービスまで幅広い分野で一定の基準が設けられており、鋳造技術も対象に含まれています。 鋳物は製造工程の仕組みから「鋳巣」と呼ばれる欠陥が避けられません。この鋳巣のJIS規格における取り決めはどうなっているのか、また鋳巣を発見する検査方法についても解説します。
目次
鋳巣とは「いす」または「ちゅうす」と読み、鋳物製品の鋳造工程で発生する不具合の一種です。鋳物の内部に空洞ができ、強度や耐久性が下がってしまうため、鋳造工程では発生防止にさまざまな対策が必要です。
鋳巣の発生原因は一つに限りません。金属を「溶湯」と呼ばれる液体状態まで溶解して成形加工するため、圧力や異物の混入、温度による収縮度合など影響する要因が数多くあります。鋳巣の種類はおおまかに分けて以下の3つがあります。
金属は液体から固体へ変わる際に体積が収縮します。ひけ巣とは金属の縮んだ体積分が空洞となる不具合です。内部に空洞が残ってしまったものは内びけ巣、鋳物の表面に凹み状に残ったものは外びけ巣と呼びます。
溶湯を鋳型へ流し込んだときに内部のガスや空気を巻き込んでしまい、空洞が残る鋳巣です。ガス排出を不十分なまま製品が成型されると、鋳物内部に丸い空洞が残ってしまいます。
鋳型に溶湯が高速で流し込まれた際にガスや不純物を巻き込むと、金属の流れが乱れたまま凝固するケースがあります。逃げ場のないガスが鋳物内でシワの重なりのような空洞を形成する不具合です。
溶湯はすぐに固まってしまうため、高い圧力をかけて高速で流し込む必要があり、その際に泡立ちが発生します。またガス成分を多く含んだ材料でも鋳型内部で気体化するため、ガス抜きの工程が欠かせません。
また、鋳型内は金属がすぐに凝固していくため、固まった箇所が全体の流動性を妨げたり、ガス排出をふさいだり、不具合が起きやすい環境です。これらは作業時の温度や材料の配合具合、さらに粒の大きさなどから同時期の同工程による製品でも、品質にバラつきが出る原因になります。
鋳物の製造では完璧な管理をしにくい工程があり、鋳巣の発生を無くすことは難しいでしょう。

鋳巣の発生防止のために工程ごとの対策方法があります。各工程によって、対策方法は変わります。
鋳造する製品の形状から肉厚の変更や鋳抜き穴の追加など、鋳巣が発生しにくいように設計を修正します。
鋳型内の流動性や通気性を向上させ、溶湯の流れが乱れるのを防止し、ガス抜きの効率を改善するような形状に工夫を加えます。
溶湯を流し込むときの圧力や、温度の適正な数値を計測しましょう。
鋳型の冷却順や溶湯を補充する分量や位置から、湯道の設計を調整しましょう。
鋳造には材料の性質や製品の形状など多数の影響を及ぼす条件があり、温度や圧力の細かな調節や凝固具合のコントロールといった複雑な工程が必要です。これらを完全に管理して欠陥のない製品を確実に作り続けるのは現実的ではありません。しかし、鋳巣の発生を少なく抑える方法は日々改善が進められています。
JISとは「Japanese Industrial Standard」の頭文字を取った略称です。産業標準化法で制定された「日本産業規格」を意味しており、対象は自動車などの大型工業製品からプログラムコードの実体を持たない情報規定まで多岐に渡ります。
JIS規格の内容は製品やサービスの安全性の確保や、機能の互換性や整合性を制定し、日本全国で標準規格を維持する取り決めです。これにより同用途の物品が地域や時期による仕様の無秩序化や複雑化するのを防いでいます。
JIS規格は令和6年時点で1万点以上の規格があり、区分を表すアルファベットと4桁の数字で構成されています。JIS規格番号の表示例は以下の内容です。
例:JISG5511鉄系低熱膨張鋳造品
| 規格番号 | |||
| JIS規格 | 部門記号 | 分類番号 | 規格名称 |
| JIS | G | 5511 | 鉄系低熱膨張鋳造品 |
鋳物が対象になるJIS規格を定める部門区分は、主に鉄鋼の「G」と非鉄金属の「H」になります。
鋳物に鋳巣があると、強度の問題からJIS規格を満たせない可能性があります。基本的にJIS規格は品質基準に合格するための取り決めなので、さまざまな欠陥内容を定めるものではありません。しかし、中には不具合について言及している例があり、内容に鋳巣の語句を含むJIS規格の数は令和6年の時点で92件です。
例えば「JISG 0588 鋳鋼品鋳肌の外観試験方法 及び等級分類」では鋳巣をサイズ別に分け、ピンホールとブローホールの定義を決めています。
さらに同規格内には比較用の標準写真が掲載されており、サイズにより1~5級の分類があります。JIS規格では規定ごとに用語の定義が記載されているため、鋳巣の定義も対象のJIS規格ごとに確認が必要です。

鋳造では鋳巣の発生防止の対策がいくつかありますが、100%の防止はできません。鋳造は大量生産に向く方法である一方、品質のバラつきが出やすいため常に検査が必要です。
以前は切削したパーツの断面を検査し、鋳巣を確認していました。しかしこの方法では手間がかかり、大量の製品に対して短期間で検査するのが困難でした。そこで現在は非破壊検査の技術が取り入れられています。非破壊検査による鋳巣の検出方法には外部検査と内部検査があります。
鋳物の表面に現れた鋳巣の検出には、以下の外部検査方法を行います。
工業用顕微鏡を使用した視覚的検査です。画像認識技術を応用した鋳巣の自動検出も可能です。
交流電気を流したコイルを近づけて、検査対象に過電流を発生させ表面の傷を検出する方法です。電気を通す金属製品の傷の検出に適しており、検査対象に触れずに検査ができます。
磁石が付く金属素材にのみ可能な検査方法です。電磁石や2つの電極により検査対象に磁界を発生させ、磁粉をまいて吸着した模様から傷の有無を検出します。
検査対象の表面に浸透液を塗り、毛細管現象で染み込んだ液体から傷を検出する方法です。複雑な形状でも一回の検査で対象範囲の傷を発見できるメリットがあります。
鋳物実体内部の傷を探すには超音波やX線により内部構造を検査します。
検査対象に超音波を当てて反射具合から内部の欠陥を検出します。超音波の伝わりにくい素材の検査には向いていません。鋳物は内部に大きな粒状の構成物が多く含まれる場合があり、これらの粗粒度が高い状態では検査が困難です。また、ブローホールのような球状の欠陥を検出しにくい特徴もあります。
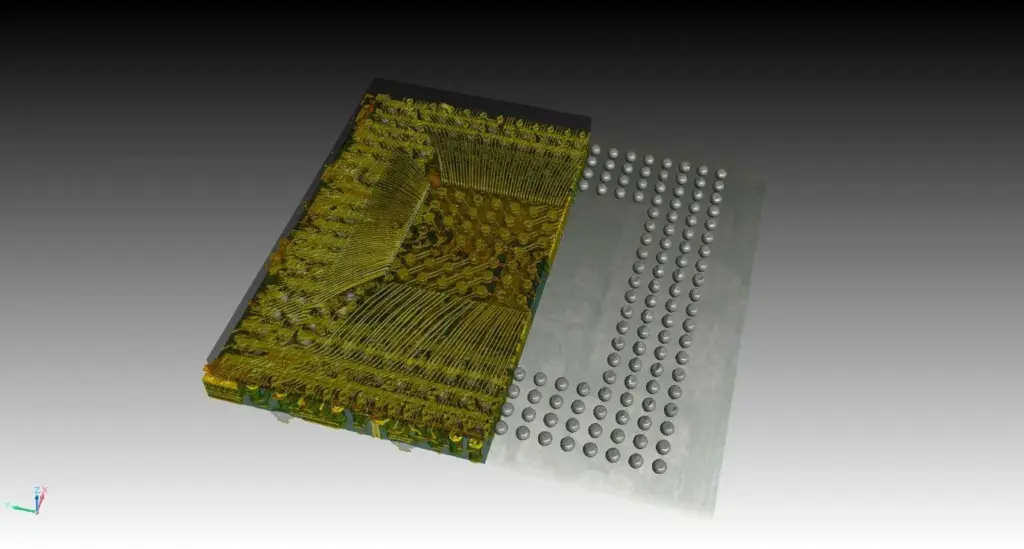
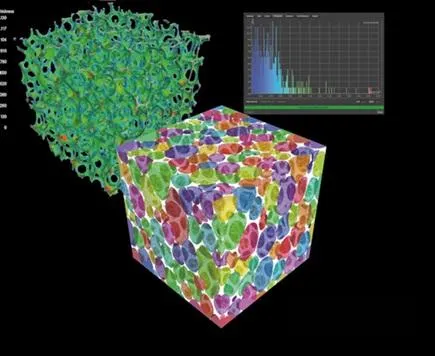
検査対象に放射線を透過させ、透過濃度の差から内部形状を測定します。CTスキャンでは鋳物の立体的な形状データが取れるため、内部にある鋳巣の位置や形状も確認できます。
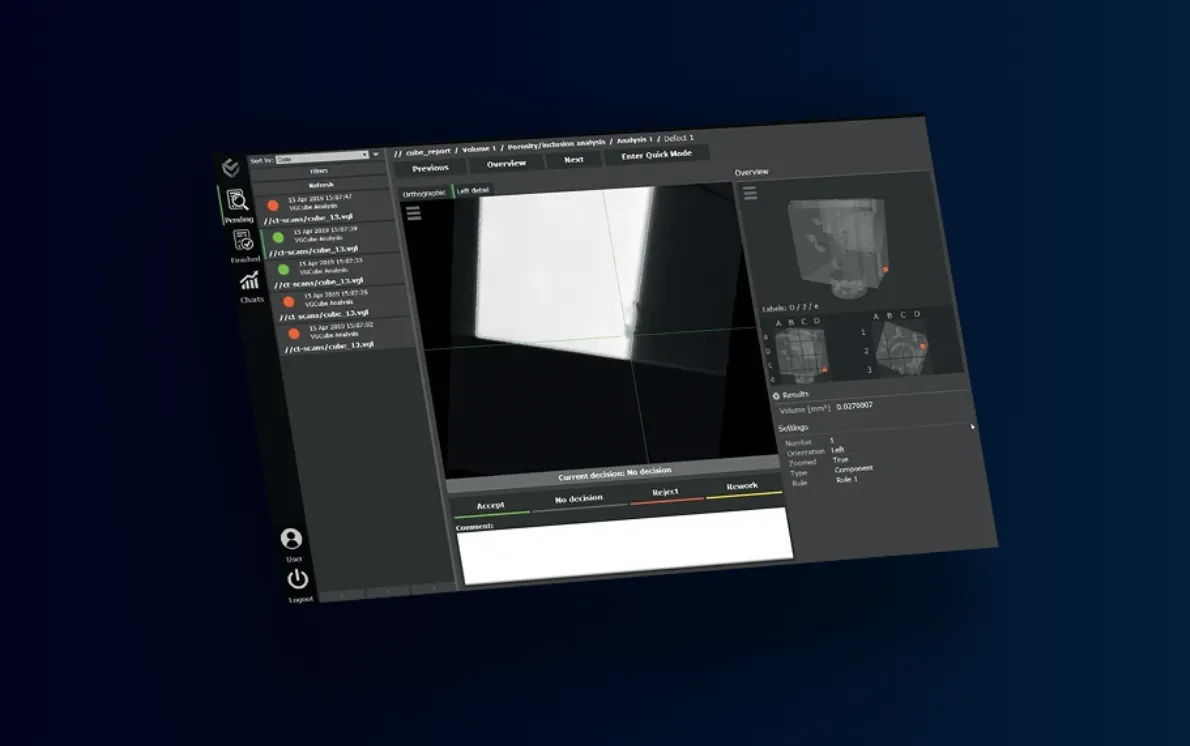
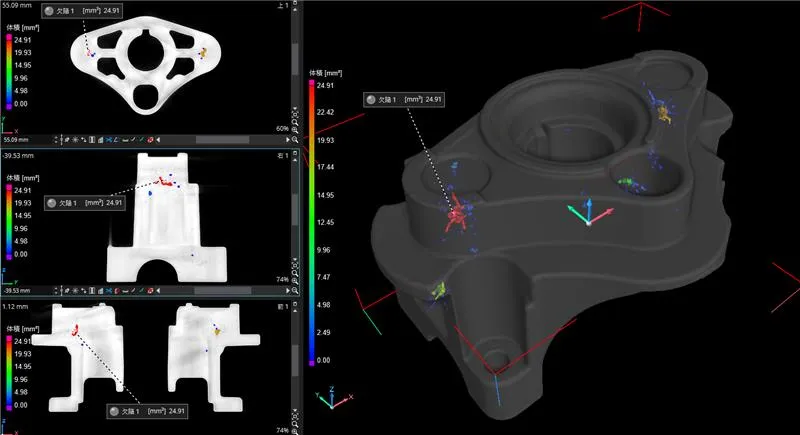
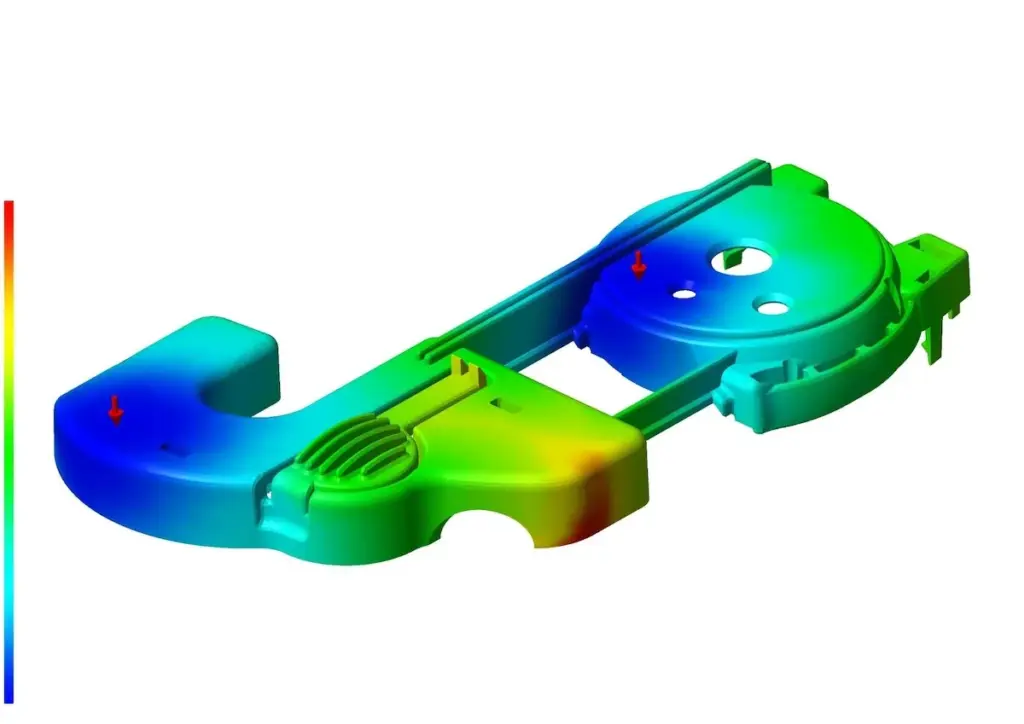
鋳造工程で避けられない「鋳巣」の問題に対し、Hexagonが提供するのVGSTUDIO MAXがどのように役立つかをご紹介します。「VGSTUDIO MAX」は、JIS規格で求められる品質基準を満たすために、鋳巣の可視化、原因解析、対策提案を包括的にサポートする強力なツールです。
1.鋳巣の可視化と評価
X線やCTデータをもとに鋳巣の位置や形状を正確に可視化。
JIS規格準拠の等級分類に沿ったかたちで品質基準を即座に確認。
2.原因解析と工程最適化
解析結果から発生要因の推定に活用。
設計修正や湯道設計の最適化で鋳巣リスクを低減。
3.非破壊検査との連携
超音波や2DX線検査データなども部分に併用しながら、効率的な検査・解析を実現。
「VGSTUDIO MAX」は、鋳巣発生を抑えつつ、高品質な製品作りをサポートします。気になった方は、お気軽にお問い合わせください。
JIS規格は、工業製品やサービスの標準を満たす合格ラインの取り決めなので、それぞれの欠陥について詳細な定義はしません。鋳物が鋳巣により十分な強度を保てない場合には、規格を満たしていない製品を出荷できなくなります。
鋳巣には、外部だけでなく内部に空洞が残るケースがあり、完全に防ぐのは困難です。そのため内部検査による品質管理が重要になります。
Top Articles
よく読まれている記事
Featured Articles

2025.12.25
点群データとは | 非接触で3Dデータが取得できる手…
点群データは対象物や空間を高精度に三次元で再現できる技術として、…

2025.12.25
品質保証における革新| ロボット支援計測技術と3Dレ…
2025.12.25
現物データを活用したHexagon製品群による自動加…

2025.12.24
加工現場向けに設計された寸法測定機とその活用方法
2025.12.24
プレス加工とは?生産性が高くエコな金属加工技術
プレス加工は金属板を金型で成形する製造技術で、自動車部品からスマ…

2025.12.24
工場をスマート化する測定技術とソフトウェア

2025.12.19
旋削加工での切削くず対策とは?切削くずの影響と解決す…
旋削加工において「切削くず」は避けられない要素です。切削くずが原…
2025.12.19
樹脂流動解析とは|基礎と活用・ソフトとの連携まで
射出成形において、樹脂が金型内のどの部分にどのように充填されるか…



© Hexagon Manufacturing Intelligence Japan
© Hexagon Manufacturing Intelligence Japan